Prednost CNC hidraulične mašine za kočnice

1. Lako rukovanje
CNC pres kočnica je vrlo jednostavna za rukovanje i manje je radno intenzivna mašina. Operater stoga može rukovati sa više mašina istovremeno. Ovim mašinama se jednostavno može upravljati dodirom, dodirom i zvukom rukovaoca. Osim toga, veoma su laki za upotrebu i imaju veoma moćan sistem upravljanja.
2. Fleksibilno programiranje
Fleksibilno programiranje CNC pres kočnice omogućava operateru da kontroliše mašinu na jednostavnom engleskom ili bilo kom drugom odgovarajućem jeziku.

Različite vrste operacija koje se mogu izvesti su takođe dostupne kao opcije u meniju. Kada se odabere potrebna operacija, na ekranu se pojavljuje još jedna lista pitanja koja se tiču vremena ciklusa, materijala, pritisaka i drugih elemenata koji se odnose na proizvodni proces. A nakon što operater unese odgovore u mašinu, vrednosti se prikazuju na ekranu radi potvrde pre pokretanja povezanog zadatka.
3. Moderan dizajn
CNC pres kočnica ima moderan dizajn koji omogućava operateru da lako uredi redoslijed savijanja. Također pomaže operateru da brzo proizvede potreban proizvod. Osim toga, operater više ne mora procijeniti potrebnu količinu pritiska kako bi stvorio određeni stepen savijanja. Čak i drugi faktori kao što su dužina prirubnice, vrsta materijala, količina debljine i stepen savijanja mogu se direktno uneti u CNC kontrolnu jedinicu. Dio koji se proizvodi može se pogledati u 2D ili 3D gotovoj verziji. Osim toga, nakon što se prvi dio programira na mašini ili preko offline PC-a, manje vješt operater može lako proizvesti i sljedeće dijelove.

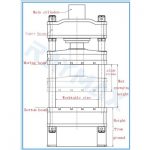
4. Na “C” pločama sa obje strane su postavljene dvije linearne vage.
Fiksiramo ga na radni sto da eliminišemo efekat otklona tokom rada. Linearna skala će pregledati oba krajnja položaja ram (Y1, Y2) i poslati signal. Nakon pojačanja CNC pojačivačem, signal će se vratiti na računar. Tada će kompjuter kontrolisati količinu ulja koje će ući u cilindre. Dakle, paralelizam cilindra i radnog stola mogao bi se kontrolisati ispod ±0,01 mm.
5. Svestranost: Savijte bilo koju debljinu i vrstu materijala (unutar fizičkih granica kočnica), uključujući složene dijelove kao što su elektronička šasija/držači.
6. DELEM sistem ima funkcije automatskog testiranja i samodijagnoze. Takođe, programiranje uključuje veličine ploče za savijanje, dimenzije radnog komada i odabir alata. Tada bi CNC sistem mogao automatski izračunati silu savijanja i položaj zadnjeg merača i cilindra. Također se može izračunati vremenski relej penetracije i pritiska. Elektro-hidraulični proporcionalni ventil odličnog kvaliteta može osigurati sinhronizaciju oba cilindra kao i dobar kapacitet za suočavanje s ekscentričnim opterećenjem.

7. Zadnji mjerač usvaja kuglični vijak i kotrljajući vodič, tako da preciznost ponavljanja pozicioniranja X ose može doseći ±0,1 mm. Puna mašina je sa sigurnosnom zaštitom i blokadom za zaštitu operatera od ozljeda.
8. Glavni klizni dijelovi kao što su cilindri, klipnjača, vodilica, svi su sa tretmanom otpornosti na habanje.
9. CNC sistem će kontrolirati hod CNC hidraulične kočnice mašine za prešanje i stražnjeg mjerača sve sa dobrom preciznošću.
Nedostatak CNC Hydraulic Press Brake mašine
1. Rukovanje materijalom: Poteškoće u rukovanju velikim listovima materijala
2. Alat: Potreban je donji i gornji alat
3. Dužina prirubnice mora se protezati preko matrice tokom cijele operacije savijanja, ograničavajući veličinu prirubnice
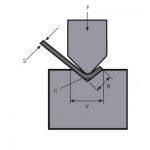
4. Povratak opruge: Na kraju savijanja dolazi do povratka opruge zbog oporavka elastične deformacije, kao što je prikazano na slici 1. Fenomen odskoka direktno utiče na točnost dimenzija obratka i mora se kontrolisati. Procesne mjere poduzete u tom pogledu su: ① Metoda kompenzacije ugla. Ako je ugao savijanja radnog predmeta 90°, mašina za savijanje ispod proreza (u obliku slova V) kut otvaranja može se odabrati 78°.

Slika 1
Vrijeme pritiska se povećava metodom korekcije. Izvršite korekciju pritiska na kraju savijanja kako biste produžili vrijeme kontakta gornje matrice, radnog komada i donjeg žljeba mašine za savijanje kako biste povećali stepen plastične deformacije na uvoju donjeg žljeba, tako da se vlakna odskaču. u zoni zatezanja i kompresije su suprotstavljene jedna drugoj, čime se smanjuje povratna bomba.
Srodni proizvodi
 Princip rada i sastav CNC mašine za savijanje kočnice
Princip rada i sastav CNC mašine za savijanje kočnice- WILA efikasno rješenje za savijanje srednjih i debelih ploča
- Kako odabrati tonažu hidraulične mašine za kočnice
- 10 najboljih kineskih proizvođača Power Press
- Kako odabrati odgovarajuću CNC hidrauličnu mašinu za kočnice
- 4 koraka za upoznavanje E21 sistem CNC savijača lima
- Šta je Press Brake Crowning
- Kako upravljati giljotinskom mašinom za šišanje
- Održavanje hidraulične mašine za presa
- Pravila za siguran rad hidraulične mašine za presa