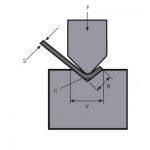
Mašina za savijanje sa kočnicom za presovanje uglavnom izvodi pravolinijsko savijanje ploče. Upotrebom jednostavnih kalupa i procesne opreme, lim se može presovati u određeni geometrijski oblik, a može se obraditi i rastezanjem, probijanjem, štancanjem i presovanjem valovitosti. U stvarnoj proizvodnji, CNC mašina za presovanje se uglavnom koristi za realizaciju savijanja različitih geometrijskih oblika metalnih kutija, školjki kutija, greda u obliku slova U i pravougaonika. Njegova obrada ima prednosti visoke ravnosti savijanja, bez tragova zuba, bez ljuštenja, bez bora itd.
Uz kontinuirani razvoj tehnologije proizvodnje CNC mašina za savijanje, njene prednosti kao što su visoka preciznost pozicioniranja, praktičnost, kompenzacija smetnji nulte aktivnosti i dobra konzistentnost obrađenih proizvoda postaju sve više favorizovane od strane većine kompanija za proizvodnju lima. Međutim, uz ograničene želje, kako bolje iskoristiti mašinu za savijanje i dati punu igru njenim funkcijama i prednostima postao je problem na koji proizvođači koji koriste CNC pres kočnicu za savijanje obraćaju pažnju i hitno ga moraju riješiti. U dugoročnom procesu proizvodnje i upotrebe, Zhongrui je efikasno proširio funkcije mašine za savijanje i akumulirao iskustvo kroz dodavanje pomoćnih alata, transformaciju postojećih kalupa i fleksibilnu upotrebu lokacije. Ovaj članak uzima Zhongruijevu CNC mašinu za kočnice DA66T kao primjer i uvodi u detalje vještine korištenja.
Dodajte pomoćni alat
Ako želite da alatni stroj za presovanje bude fleksibilan i jednostavan za korištenje, neophodno je dodati pomoćni alat. Povećanje pomoćnog alata ne samo da može proširiti opseg obrade CNC alatne mašine za savijanje, već i poboljšati efikasnost obrade.
1) Prijelazna ploča (potpomognuta srednja ploča za brzi kalup)
Visina otvaranja mašine za savijanje odnosi se na rastojanje između gornjeg i donjeg radnog stola. Budući da CNC mašina za savijanje DA66T ima veću visinu otvora, razmislite o korištenju velikog otvora kako biste proširili opseg obrade. Kao što je prikazano na slici 1, dodavanjem još jedne prijelazne ploče originalnoj prijelaznoj ploči može se povećati visina bočnog savijanja dijela (do 85 mm), tako da se može izvršiti dubinska obrada s višim bočnim rubovima savijanja. Samoproizvedena prijelazna ploča može prilagoditi širinu prijelazne ploče prema vašim vlastitim zajedničkim dijelovima, a najprikladnija je za obradu dijelova male širine s višim rubovima savijanja na obje strane.

2) Ugao prednje ploče
Kao što je prikazano na slici 2, prednja strana mašine je opremljena uglom, koji može postaviti male delove i smanjiti vreme za uzimanje delova. Istovremeno je instaliran mali radni sto kako bi se olakšala obrada i sakupljanje sitnih radnih komada.

U potpunosti iskoristite kalup
Upotreba CNC mašine za savijanje kočnica uglavnom se oslanja na gornje i donje kalupe. Ako je broj kalupa mali i primjena nije fleksibilna, opseg obrade alatne mašine bit će znatno ograničen. Stoga je, pod fiksnim uvjetima, kako maksimizirati funkciju postojećeg kalupa kroz optimiziranu kombinaciju i djelomičnu transformaciju, problem o kojem svaki korisnik alatnih mašina mora razmišljati. Slijedi funkcija proširenja koju koristimo u upotrebi mijenjajući kalup CNC mašine za savijanje. Uvod.
1) Gornji vrh za brušenje matrice R
Kada se gornja matrica koristi duže vrijeme, njen vrh će se neredovno mijenjati. Visina kalupa se mijenja i tačnost savijanja se ne može garantirati. Brušenjem, ispravljanjem vrha R i spajanjem sa većim žlijebom u obliku slova V, debele ploče se mogu savijati. Ovo produžava vijek trajanja kalupa.
2) Promijenite kalupe za otpatke kako biste postigli izravnavanje
U nedostatku kompozitne matrice za savijanje, primjer je rješavanje problema oblikovanja kako pritisnuti mrtvu ivicu. Mrtva ivica je savijeni oblik u kojem se dva sloja preklapaju, a obično se koristi za armiranje. Općenito, ploča preko 2 mm gotovo da nema mrtvih rubova. Mrtvu ivicu presovanja potrebno je formirati složenom matricom za savijanje i mora se podijeliti na više od dva procesa da bi se formirala.
Uobičajena metoda je korištenje složene matrice za savijanje, kao što je prikazano na slici 3. U prvom koraku, materijal se presavija na 30°, au drugom koraku, kut savijanja od 30° postavlja se na prednji kraj složeni kalup, a materijal se presavija u mrtvu ivicu. Ali mi nemamo kompozitnu matricu za savijanje, samo matricu za savijanje pod oštrim uglom od 30°. Završite prvi korak kompozitne matrice za savijanje sa postojećim kalupom, a drugi korak može samo pronaći drugu metodu. U drugom koraku, gornji i donji kalupi su ravni. Nakon analize, srednji dio postojećeg duplog v-žlijeba donjeg kalupa može se koristiti kao ravni dio, a gornji kalup traži ravan. Izvadite postojeći otpačeni gornji kalup i izbrusite ivicu noža u ravnu formu, čime se rešava problem formiranja mrtve ivice presa.

Koristeći ovaj set modificiranih kalupa također se mogu izravnati. U stvarnoj obradi, operateri alatnih mašina ponekad prave greške, uključujući ivice savijanja ili dimenzije savijanja koje nisu jednake. U slučaju kada površinski zahtjevi dijela nisu visoki, šteta je raskinuti dio, samo da se rub za savijanje obori. Knockout je vrlo naporan, ali se lako može izravnati korištenjem gornje kombinacije kalupa. Dijelovi se lako mogu pritisnuti rukom na gornje i donje kalupe, a zatim se dijelovi izravnavaju na CNC mašini za savijanje.
Vještine tokom rada
1) Postavljanje kalupa za savijanje i materijala za obradu
Prilikom izrade plana treba uzeti u obzir sljedeće faktore:
a. Složite materijale iste debljine zajedno;
b. Složite kalupe istog modela zajedno;
c. Kalupi sličnog oblika poredani su zajedno.
Ovo može smanjiti vrijeme i učestalost zamjene kalupa.
2) Pravokutno pozicioniranje uskih i malih dijelova
Kada je dio za savijanje uzak i dugačak, nije ga lako locirati. Prilikom obrade često se dešava da se naknadno pozicioniranje, a savijeni dio lako naginje. Stoga se metodom korištenom na slici 4 kalup zalijepi na donji kalup kako bi se osigurao pravi ugao. Prilikom ovakvog savijanja, dio nije lako nagnuti.

3) Savijanje trouglastih dijelova
Kada su dijelovi za savijanje savijeni, dijelovi pod oštrim uglom nisu lako biti blizu stražnjeg pravila. Generalno, kada je najmanja dimenzija L ≤10 mm odmah pozadi pravilo, treba uzeti u obzir uređaj za pozicioniranje. U stvarnom radu, dizajn i proces je lako zanemariti, a takvi problemi se često javljaju. Prilikom obrade, prema veličini dijela, utvrđuje se da je jedan komad poravnat sa matcom za savijanje, a dvostruki prema podlozi.
4) Dodajte tanku ploču R
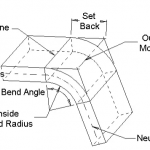
Zbog različitih potreba kupaca, potrebna je R vrijednost na rubu savijanja također je različita. U procesu obrade, za dijelove koji ne zahtijevaju visoku dimenzionalnu točnost, koristite podložnu ploču kako biste povećali R vrijednost kako bi se nakon savijanja mogla dobiti potrebna R vrijednost. Prema zahtjevima dizajna, R se odnosi na odnos između V i unutrašnjeg R za odabir debljine ploče i savijanja u oblik prikazan na slici 5. Kada se koristi, koristite stezaljku za stezanje gornjeg kalupa. Ova metoda je jednostavna za korištenje i može se koristiti u više slojeva.

5) Jedan dio i više postavki kalupa
Zhongrui je kao demonstraciju koristio DA66T CNC mašinu za savijanje sa 2 hidraulična cilindra. Isprobao postavku više kalupa prikazanu na slici 6, odnosno gornji i donji kalup istog modela se ugrađuju u sekcije istovremeno, čime se može završiti obrada nekoliko savijanja cijelog dijela, smanjujući vrijeme ugradnje kalupa i ponovljeno rukovanje dijelovima. Trenutno se na tržištu pojavila gornja matrica za savijanje jednake visine. Visina gornjeg kalupa je ujednačena, a na istom stolu se mogu koristiti i kalupi različitih oblika. Na ovaj način je moguće izvesti segmentno savijanje različitih kalupa.

6) Programski zapisi tipičnih delova
Nakon što su tipični dijelovi obrađeni, parametri obrade bi trebali biti snimljeni na vrijeme, a program bi trebao biti pohranjen u skladištu mašine za savijanje sa brojem crteža dijela, tako da se može ponovo koristiti u budućnosti, uvelike smanjujući seriju priprema prije savijanja. Također možete napraviti tabelu koja sadrži specifične postavke naziva dijela, broja crteža, grafike, materijala i parametara savijanja. Stol je podijeljen na čelične ploče, aluminijske ploče i ploče od nehrđajućeg čelika. Svaki tip se razlikuje po debljini materijala. Vrijeme potrebno za pronalaženje tipičnih dijelova će se smanjiti. Ako se kombinira s procesnom karticom, ovo je vrlo potpuna instrukcija za obradu. Čak i novi zaposlenici sa malo iskustva mogu pratiti upute za obradu dijelova.
7) Dužina kalupa nije dovoljna za savijanje u sekcijama
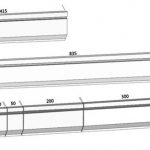
U obradi na licu mjesta često se dešava da je dužina kalupa manja od ivice savijanja. Budući da se mnogi specijalni kalupi određuju prema upotrebi fiksnih proizvoda, metoda segmentiranog savijanja se koristi kada je dužina kalupa manja od ivice savijanja. Tamo gdje je dužina kalupa blizu ruba za savijanje, pocijepajte rub okomito na ivicu savijanja, a zatim presavijte rub za savijanje na željenu veličinu u dijelovima. Slika 7a je lijeva polovina savijenog dijela, a slika 7b desna polovina savijenog dijela.

8) Koristeći klin na stražnjem mjeraču u položaj
Kada je veličina savijenog dijela velika i koristite stražnji mjerač za postavljanje, dijelovi često tonu zbog vlastite težine, ručni dio je kratak, a operateru nije lako držati radni komad. Kako bi se osigurala razina dijelova, operater mora biti raspoređen na stražnjoj strani da drži dijelove u ravnom stanju rukom. Stoga, prilikom obrade takvih dijelova, moraju se dogovoriti 2 operatera. U radu je utvrđeno da se stražnji mjerač može spustiti na određenu veličinu, a za pozicioniranje se koriste klinovi na stražnjem mjeraču, a dijelovi se postavljaju vodoravno na stražnji mjerač. Ovo ne samo da smanjuje broj operatera, već i efikasno garantuje preciznost obrade.
9) Duboko savijanje zatvorenog oblika
U stvarnoj obradi, obrada dubokog zatvorenog oblika savijanja može se koristiti fleksibilno. U nedostatku matrice za duboko savijanje zatvorenog tipa, pri savijanju dijelova kao što je prikazano na slici 7, usvaja se stanje stezanja prikazano na slici 8. Odvojite prijelaznu ploču, udaljenost je nešto veća od širine dijela, a veličina je dodijeljena razumno, a dva dijela se mogu savijati istovremeno.

Gore uvedene metode i tehnike obrade mogu riješiti probleme obrade velikog broja sličnih dijelova u proizvodima, te su vrlo pogodne za razvoj proizvoda sa više varijanti, malim serijama i kratkim proizvodnim ciklusima. Ovim metodama ne samo da se mogu uštedjeti troškovi alata, već se može skratiti ciklus proizvodnje i obrade, smanjiti troškovi proizvodnje i poboljšati kvalitet proizvoda. Ove metode obrade i vještine korištenja također se mogu primijeniti i promovirati na CNC mašinama za savijanje kočnica sa sličnim strukturama.
Srodni proizvodi
 Kako odabrati tonažu hidraulične mašine za kočnice
Kako odabrati tonažu hidraulične mašine za kočnice- WILA efikasno rješenje za savijanje srednjih i debelih ploča
- Kako odabrati odgovarajuću matricu za mašinu za savijanje kočnica za presovanje
- Konvencionalni redoslijed savijanja i specifikacija za svakodnevnu upotrebu kalupa za savijanje
- Zašto dodati sistem kompenzacije u mašinu za savijanje kočnica
- Princip rada i sastav CNC mašine za savijanje kočnice
- Kina presa kočnice za savijanje kalupa
- Kako izračunati dopuštenje savijanja za vašu presu kočnicu
- Šta je Press Brake Crowning
- 2021 Ultimate Guide of Metal Brake Machine