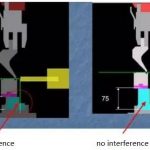
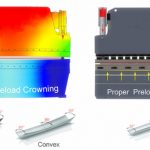
CNC mašina za savijanje je važna oprema u obradi lima, a njena tačnost rada direktno utiče na tačnost savijanja radnog komada. U procesu savijanja obratka, mašina za presovanje je izložena najvećoj sili na oba kraja klizača, a sila reakcije tokom savijanja ploče uzrokuje konkavnu deformaciju na donjoj površini klizača. Deformacija srednjeg dijela klizača je najveća, a konačni ugao savijanja obratka Veličina varira po cijeloj dužini.
Radni sto-puno opterećenje-deformacija


Da bi se eliminisali štetni efekti uzrokovani deformacijom klizača, potrebno je nadoknaditi deformaciju otklona klizača. Uobičajene metode kompenzacije uključuju hidrauličku kompenzaciju i mehaničku kompenzaciju, od kojih oba čine da sredina radnog stola proizvodi elastičnu deformaciju prema gore radi pomaka. Deformacija klizanja alatne mašine osigurava tačnost površine spoja obrade i poboljšava preciznost radnog komada.


Tabela za analizu faktora sigurnosti kalupa

Dva metoda kompenzacije
1. Hidraulička kompenzacija
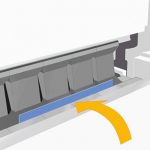
Hidraulički mehanizam za automatsku kompenzaciju progiba radnog stola sastoji se od grupe uljnih cilindara instaliranih u donjem radnom stolu. Položaj i veličina svakog kompenzacionog cilindra su dizajnirani prema krivulji kompenzacije progiba klizača i analizi konačnih elemenata radnog stola. Hidraulička kompenzacija je kompenzacija izbočenja neutralne verzije koja se ostvaruje kroz relativni pomak između prednje, srednje i zadnje tri vertikalne ploče. Princip je da se izbočenje ostvari kroz elastičnu deformaciju same čelične ploče, tako da se iznos kompenzacije može podesiti unutar elastičnog raspona radnog stola.

2. Mehanička kompenzacija
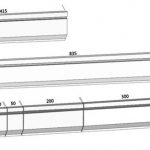
Mehanička kompenzacija se sastoji od skupa izbočenih kosih klinova sa kosim površinama, a svaki istureni klin je projektovan prema krivu ugiba klizača i radnog stola na osnovu analize konačnih elemenata. Numerički kontrolni sistem izračunava potrebnu količinu kompenzacije prema sili opterećenja kada je radni komad savijen (ova sila će uzrokovati otklon i deformaciju klizača i vertikalne ploče radnog stola) i automatski kontrolira relativno kretanje konveksnih klinova kako bi se efikasno kompenziraju deformaciju otklona koju proizvodi klizni blok i vertikalna ploča radnog stola može dobiti idealan radni komad za savijanje. Mehanička kompenzacija skretanja se ostvaruje kontrolom položaja za postizanje "pre-bumping". Skup klinova formira liniju u smjeru dužine radnog stola. Kriva sa istim otklonom čini razmak između gornjeg i donjeg kalupa konzistentnim tokom savijanja, osiguravajući isti ugao obratka za savijanje u pravcu dužine.


Srodni proizvodi
 Uobičajeni mehanički kvarovi i održavanje mašina za savijanje pres kočnica
Uobičajeni mehanički kvarovi i održavanje mašina za savijanje pres kočnica- Kina presa kočnice za savijanje kalupa
- 4 koraka za upoznavanje E21 sistem CNC savijača lima
- Šta je Press Brake Crowning
- Kako odabrati tonažu hidraulične mašine za kočnice
- Od čega su napravljene presa kočnice? Šta je alat za presovanje?
- Kako napraviti kompenzaciju progiba za CNC savijač lima
- Koristite vještine CNC mašine za savijanje
- Koliko vrsta hidrauličnih kočnica za presovanje
- Kako odabrati odgovarajuću CNC hidrauličnu mašinu za kočnice