Zbog velikog opterećenja, neadekvatnog podmazivanja pokretnih dijelova i komplikovanog radnog okruženja mašine za savijanje sa kočnicom presa, vrlo je lako uzrokovati habanje ili naprezanje pokretnih dijelova. Ovaj članak će analizirati uobičajene mehaničke kvarove i održavanje hidrauličnih mašina za savijanje:
Greška1. Duga pauza za tačku promjene brzine klizača
1-1. Gornja šupljina cilindra usisava vazduh, a pritisak se dugo povećava (samousisni cevovod curi).
1-2. Brzina protoka ventila za punjenje ili samousisnog cjevovoda je mala ili je brzina klizanja prebrza, što uzrokuje usisavanje igle.
1-3. Ventil za punjenje nije potpuno zatvoren, a pritisak u gornjoj šupljini se usporava.
1-4. Nakon što je ventil za usporavanje uključen, zatvorite ventil za punjenje i gornja šupljina ne može usisati ulje.
1-5. Pogrešan položaj proporcionalnog ventila dovodi do različitih otvaranja i neusklađenosti.
1-6. Smanjite brzinu brzog spuštanja da vidite da li se test zaustavlja.
1-7. Veličina pritiska brzog spuštanja utiče na zatvaranje ventila za punjenje, a pritisak brzog spuštanja se eliminiše.
1-8. Podesite parametre pritiska u fazi kašnjenja pre napredovanja rada.
1-9. Otvor za prigušivanje kontrolnog voda ventila za punjenje je premali, stvarajući razliku tlaka.
1-10. Parametri CNC sistema (kašnjenje prije usporavanja).
1-11. Parametri CNC sistema (parametar pojačanja se smanjuje pri manjoj brzini).
1-12. Proverite da li je nivo ulja u rezervoaru za gorivo prenizak, da li otvor za punjenje nije poplavljen i da li je gornja šupljina cilindra napunjena tečnošću tokom brzog premotavanja, što uzrokuje nedovoljno punjenje. Iz gore navedenih razloga, dolijte ulje iz rezervoara na više od 5 mm iznad otvora za punjenje tako da rupa za punjenje bude potpuno poplavljena.
1-13. Provjerite je li ventil za punjenje potpuno otvoren. Ako je to zbog kontaminacije uljem, jezgro ventila ventila za punjenje nije fleksibilno i zaglavljeno, što uzrokuje nedovoljno punjenje. Potrebno je očistiti ventil za punjenje i ponovo ga instalirati kako bi kalem bio fleksibilan.
1-14. Provjerite da li je brzina premotavanja prebrza, što uzrokuje nedovoljno punjenje. Iz gore navedenih razloga, brzina premotavanja unaprijed može se smanjiti modifikacijom sistemskih parametara.

Greška2. Kada klizač radi, smjer prema dolje nije okomit i nenormalan šum.
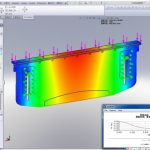
Ova vrsta kvara je posljedica dugog vremena korištenja vodilice, nenormalnog podmazivanja vodilice i povećanog zazora zbog habanja. Potrebno je provjeriti stepen istrošenosti potisne ploče šine vodilice i podesiti je kako bi zadovoljio traženi zazor. Odredite da li da zamijenite pritisnu ploču šine vodilice prema stepenu istrošenosti. Ako je opterećenje ozbiljno, potrebno ga je zamijeniti.
2.1. Originalna potisna ploča je zalijepljena plastikom. Obratite pažnju na tvrdoću zalijepljene plastike i površinu za lijepljenje vodilice. Nakon struganja, uvjerite se da je površina zalijepljenja iznad 85% i otvorite cik-cak rezervoar za ulje za podmazivanje.
2.2. Unutar originalne pritisne ploče nalazi se metalni čep. Za odabir ploče od limene bronze ili nodularnog željeza, površina za spajanje se obrađuje brusilicom, spojni vijak je niži od površine za spajanje i otvara se cik-cak žljeb za ulje za podmazivanje.
Greška 3. Veličina zadnjeg mjerača je nedosljedna na oba kraja
Greška na oba kraja je mala, unutar 2 mm. Provjerite da li struktura mehaničkog prijenosa X1/X2 nema grešaka. Greška se može eliminisati podešavanjem prsta. Ako nema greške u strukturi mehaničkog prijenosa (kao što su ležajevi, kuglični vijci, linearne šine, prijenosni kotači, remeni prijenosa, itd.), uklonite kvar. Ponovo podesite u okviru tolerancije paralelizma i ponovo instalirajte uređaj za sinhroni prenos.
Greška 4. Nema pomaka zadnje osovine zupčanika na oba kraja
Razlog za kvar prijenosa stražnjeg vratila može biti to što je osovina prijenosa odvojena od kotača zupčastog remena, poluga ključa ili klizanje zupčastog remena. Pogon osovine graničnika i servo motor su neispravni, a gornji kompjuterski upravljački sistem je neispravan. Takvi kvarovi moraju provjeriti i potvrditi uzrok kvara, popraviti ili zamijeniti pokvarene komponente i otkloniti kvar.

Kvar 5. Prekomjerna buka pumpe za ulje (prebrzo zagrijavanje), oštećenje uljne pumpe
5-1. Usisni vod pumpe za ulje curi ili je nivo tečnosti u rezervoaru za ulje prenizak, što dovodi do pražnjenja pumpe za ulje.
5-2. Temperatura ulja je preniska, a viskozitet ulja previsok, što rezultira velikom otpornošću na upijanje ulja.
5-3. Filter za ulje usisnog otvora je začepljen i ulje je prljavo.
5-4. Pumpa je oštećena (povređena kada je pumpa instalirana) bilo kakvim udarcem.
5-5. Problemi pri instalaciji spojnice, kao što su prekomjerno aksijalno zatezanje, osovina motora i osovina pumpe za ulje nisu koncentrični.
5-6. Nakon što je pumpa instalirana, ona se okreće unazad dugo vremena ili se ne puni gorivom tokom test mašine.
5-7. Izlazni filter ulja visokog pritiska je blokiran ili brzina protoka nije u skladu sa standardom.
5-8. Pumpa za ulje usisava (ulja ima, ali ima zraka na usisnom otvoru pumpe za ulje).
5-9. Ako se radi o pumpi s klipom, visina priključka za povrat ulja može biti postavljena prenisko.
5-10. Ako se radi o HOEBIGER pumpi za ulje, možda je ispuhana.
5-11. Temperatura ulja je previsoka, što uzrokuje smanjenje viskoziteta (unutar 60°C).
5-12. Hidraulično ulje sadrži vodu koja može uzrokovati začepljenje i oštećenje filterskog elementa visokog pritiska.

Greška 6. Nema usporavanja kretanja klizača
6-1. Ima li elektromagnetski proporcionalni smjerni ventil električni signal ili kalem djeluje ili se zaglavio.
6-2. Sistem ne može stvoriti pritisak.
6-3. Ventil za punjenje je zaglavio ili zaptivni prsten ventila za punjenje curi.
6-4. Da li spori ventil ima električni signal ili je zaglavljen.
6-5. Povratni pritisak je previsok ili usporava pritisak je prenizak.

Greška 7. Kada se klizač polako kreće, vibrira, ljulja se i stvara buku
7-1. Ulje pod pritiskom koje se ispušta iz cilindra sadrži mjehuriće zraka.
7-2. Sila trenja kliznog šina je prevelika, bilo da postoji ulje za podmazivanje.
7-3. Razmak između površine za ugradnju vodeće ploče je velik ili su gornji i donji dio neravni.
7-4. Nivo stalka i radnog stola nije pravilno podešen.
7-5. Balansni ventil je blokiran.
7-6. Provjerite je li ventil za brzo otpuštanje pod naponom i otvoren.
7-7. Parametar numeričkog kontrolnog sistema (pojačanje) ili postavka radne brzine je prevelika.
7-8. Povratni ventil je labav i otpor na obje strane je različit.
7-9. Da li je zavojnica elektromagnetskog proporcionalnog ventila nagnuta i da li je signal neutralnog položaja proporcionalnog ventila ispravan.
7-10. Bez obzira da li je signal proporcionalnog servo ventila poremećen, metoda inspekcije je ista kao gore.
7-11. Klipnjača je čvrsto zaključana zaptivnim prstenom cilindra ulja, a otpor je velik (promijenite test PTFE tvrdog zaptivnog prstena).
7-12. Sferna podloška na rešetkastom lenjiru nije ugrađena, klizno sjedalo se ne pomiče glatko, a postoji i problem sa komunikacijskom linijom rešetkastog lenjira.
7-13. Kriva pritiska je pogrešna, pritisak nije dovoljan tokom rada.
7-14. O-prsten za brtvljenje pod pritiskom ventila za punjenje proizvodi malu količinu curenja.

Greška 8. Veliko odstupanje sinhronizacije pri usporavanju
8-1. Sinhroni sistem detekcije kvara (rešetkasta skala).
8-2. Proporcionalni smjerni ventil.
8-3. Curenje brzog donjeg ventila.
8-4. Veliki jaz u povratnom pritisku sa obe strane.
8-5. Temperatura ulja je preniska.
8-6. Žica za ulje u gornjoj i donjoj komori cilindra.
8-7. Parametri CNC sistema.


Greška 9. Greška ugla savijanja
9-1. Provjerite je li kompenzacijski otklon kompenzacijskog cilindra velik i da li se nulti položaj ne može u potpunosti vratiti.
9-2. Provjerite da li je brza stezaljka olabavljena.
9-3. Provjerite ima li promjena u donjoj mrtvoj točki svakog savijanja.
9-4. Provjerite da li je ploča u obliku luka pravilno postavljena i da li je rupa za vijak mrtva.
9-5. Promjene na samom listu (debljina, materijal, naprezanje).
9-6. Je li ravnalo za rešetku olabavljeno?
9-7. Netačna preciznost pozicioniranja: Da li je nulta vrijednost pomaka proporcionalnog ventila odgovarajuća? Pozicioniranje ne može doseći donju mrtvu tačku, što onemogućuje povratak.

Greška 10. Curenje ulja u hidrauličnim vodovima ili pucanje cijevi
10-1. Provjerite da li instalacija cijevi za ulje ispunjava zahtjeve (produžena dužina, promjer cijevi, debljina stijenke, prsten, navrtka je previše zategnuta, previše labava, radijus savijanja, itd.).
10-2. Bilo da cijev ima udarce ili vibracije.
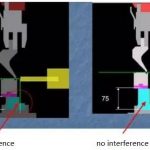
10-3. Provjerite da li se cjevovod ometa ili sudara s drugim.
10-4. Cjevovod nije pričvršćen stezaljkama za cijevi.
Greška 11. Mjere opreza tokom instalacije i održavanja hidrauličkog sistema
11-1. Ventili zapečaćeni bojom ne smiju se sami rastavljati, a kamoli podešavati.
11-2. Ventil nakon čišćenja radi normalno, mora se zamijeniti novim uljem i odmah očistiti rezervoar za ulje.
11-3. Pumpa za ulje ne smije biti izložena udarcima tokom instalacije, a pumpa za ulje se mora napuniti gorivom prije testiranja.
11-4. Prilikom ugradnje svakog ventila može se transportovati samo njegovo tijelo ventila i nijedan elektromagnetni ventil se ne smije dirati.
Srodni proizvodi
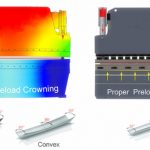
 Zašto dodati sistem kompenzacije u mašinu za savijanje kočnica
Zašto dodati sistem kompenzacije u mašinu za savijanje kočnica- Kako upravljati giljotinskom mašinom za šišanje
- 6 savjeta o laserskom antifrizu
- Uobičajeni kvarovi i metode otklanjanja kvarova hidraulične preše od 100t sa četiri stupa
- Koliko vrsta hidrauličnih kočnica za presovanje
- Princip rada i sastav CNC mašine za savijanje kočnice
- Uobičajeni kvarovi i metoda za rješavanje problema za hidrauličnu prešu sa četiri stupa
- Pravila za siguran rad hidraulične mašine za presa
- Kako napraviti kompenzaciju progiba za CNC savijač lima
- Od čega su napravljene presa kočnice? Šta je alat za presovanje?