Da bi se otklonili štetni efekti uzrokovani deformacijom klizača, potrebno je nadoknaditi deformaciju otklona klizača. Metode kompenzacije kao u nastavku:
1. Hidraulička kompenzacija
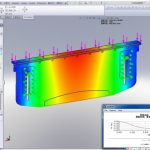
Hidraulički mehanizam za automatsku kompenzaciju progiba radnog stola sastoji se od grupe uljnih cilindara instaliranih u donjem radnom stolu. Položaj i veličina svakog kompenzacionog cilindra su dizajnirani prema krivulji kompenzacije progiba klizača i analizi konačnih elemenata radnog stola.
Hidraulična kompenzacija kompenzacije izbočenja neutralne verzije se ostvaruje kroz relativni pomak između prednje, srednje i zadnje tri vertikalne ploče. Princip je da se izbočenje ostvari kroz elastičnu deformaciju same čelične ploče, tako da se kompenzacija može realizovati unutar elastičnog opsega podešavanja radnog stola.

2. Metoda tablice mehaničke kompenzacije
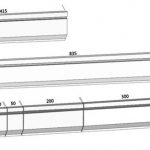
Istureni klinovi se sastoje od skupa isturenih kosih klinova sa nagnutim površinama. Svaki izbočeni klin je projektovan prema krivulji otklona kliznog bloka i radnog stola analizom konačnih elemenata.
Numerički kontrolni sistem izračunava potrebnu količinu kompenzacije prema sili opterećenja kada je radni komad savijen (ova sila će uzrokovati otklon i deformaciju klizača i vertikalne ploče radnog stola) i automatski kontrolira relativno kretanje konveksnog klina. Na taj način može efikasno kompenzirati deformaciju otklona koju stvaraju klizni blok i vertikalna ploča radnog stola i može dobiti idealan radni komad za savijanje.
Mehanička kompenzacija ugiba se ostvaruje kontrolom položaja "predizbočine", a u pravcu dužine radnog stola formira se set klinova. Kriva sa istim stvarnim otklonom čini razmak između gornjeg i donjeg kalupa konzistentnim tokom savijanja, osiguravajući isti ugao obratka za savijanje u pravcu dužine.

Prednosti mehaničke kompenzacije
1) Mehanička kompenzacija može postići tačnu kompenzaciju ugiba po cijeloj dužini radnog stola. Mehanička kompenzacija ugiba ima dugotrajnu stabilnost, smanjuje učestalost održavanja hidraulične kompenzacije (kao što je curenje ulja) i ne zahtijeva održavanje tokom vijeka trajanja alatne mašine.
2) Budući da mehanička kompenzacija ugiba ima više kompenzacijskih tačaka, CNC kočnica od lima može postići linearnu kompenzaciju prilikom savijanja radnog predmeta tokom rada i može poboljšati učinak savijanja radnog komada.
3) Mehanička kompenzacija koristi potenciometar za mjerenje položaja povratnog signala. Kao numerička upravljačka os, ostvaruje digitalno upravljanje i čini vrijednost kompenzacije preciznijom.
Srodni proizvodi
 Zašto dodati sistem kompenzacije u mašinu za savijanje kočnica
Zašto dodati sistem kompenzacije u mašinu za savijanje kočnica- Hidraulična presa kočnica za nehrđajući čelik
- Uobičajeni mehanički kvarovi i održavanje mašina za savijanje pres kočnica
- Uobičajeni kvarovi i metode otklanjanja kvarova hidraulične preše od 100t sa četiri stupa
- Hidraulična tandem pres kočnica
- Elektro-hidraulična sinhrona VS torzijska osovina sinhrona CNC mašina za savijanje
- DA66T CNC hidraulična presa kočnica
- IPG ploča zatvorenog tipa 4KW mašina za lasersko rezanje metala sa vlaknima
- Kina presa kočnice za savijanje kalupa
- Koliko vrsta hidrauličnih kočnica za presovanje